Portable Laser Welder Gas Guide: Argon, Nitrogen, CO2, or Air?
News 2026-04-30
If you own or operate a portable laser welder, you already know how convenient it is for on‑site repairs, small batch production, and tight spaces. But one question confuses many beginners: What shielding gas should I use?
The gas you choose directly affects weld bead appearance, oxidation, porosity, and even the life of your consumables. In this guide, we’ll walk through the four common gas options for a laser welder – argon, nitrogen, CO2, and air – plus two critical gas‑related settings that many operators get wrong.
Table of Contents
-
Gas Selection Overview
-
Argon – Best for Quality & Low Porosity
-
Nitrogen – Good Appearance, Low Oxidation
-
Carbon Dioxide (CO2) – When Appearance Doesn’t Matter
-
Air – Cheap but Conditionally Usable
-
Important Gas‑Related Notes
-
Gas Regulator Choice (Don’t Use Energy‑Saving Regulators)
-
Gas Flow Rate – 10 to 15 Liters per Minute
-
-
Final Recommendation for Portable Laser Welders
1. Gas Selection Overview {#gas-selection-overview}
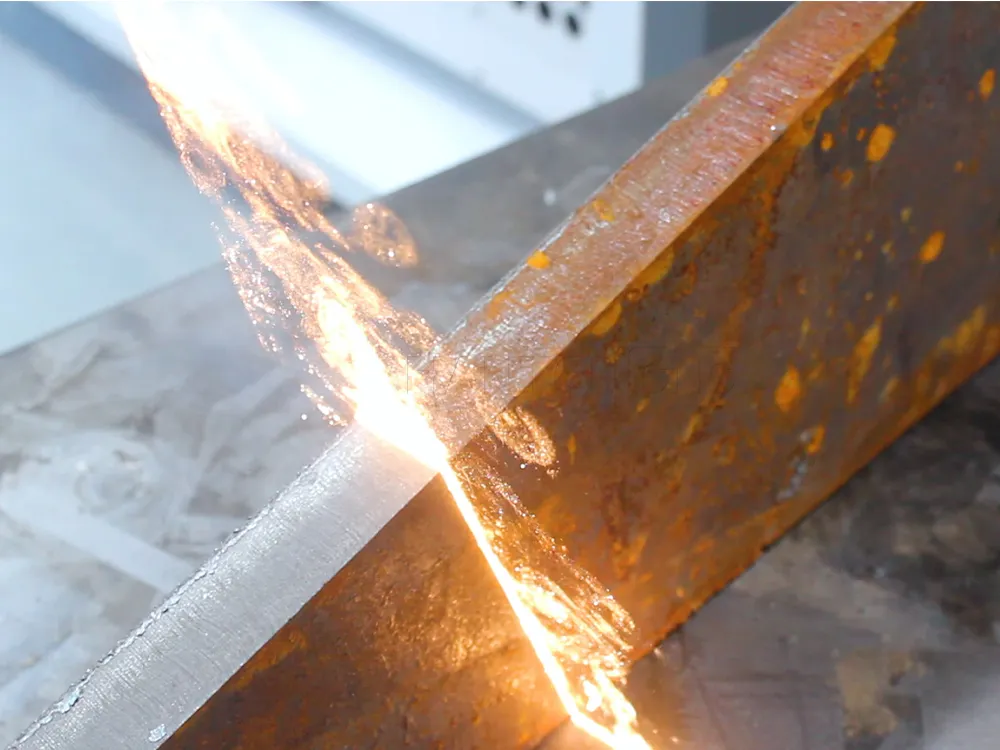
All laser welding – including handheld laser welding – requires a shielding gas to protect the molten pool from atmospheric oxygen and nitrogen. Without gas, you’ll get heavy oxidation, porosity, and a dark, rough bead.
But not every gas works the same way. Below are four practical choices, ranked by quality and cost.
2. Argon – Best for Quality & Low Porosity {#argon}
Argon is the most common shielding gas for portable laser welders when weld quality is the top priority.
-
Pros: Very stable arc, minimal spatter, excellent wetting, and very low porosity.
-
Cons: Higher cost than other gases.
-
Best for: Stainless steel, mild steel, aluminum, and any joint that requires a clean, dense weld bead with no internal voids.
When to choose argon:
You need strong, gas‑tight welds – for example, pressure vessels, food equipment, or visible cosmetic welds. If porosity would cause a part to fail, pick argon.
✅ Rule of thumb: If you only can keep one gas cylinder for your laser welder, make it argon.

3. Nitrogen – Good Appearance, Low Oxidation {#nitrogen}
Nitrogen is a great middle‑ground option when you don’t require the absolute lowest porosity but still want a shiny, oxidation‑free bead.
-
Pros: Produces a bright, silvery weld surface with less oxidation than CO2 or air. Cheaper than argon.
-
Cons: Slightly higher porosity risk compared to argon (especially on materials that absorb nitrogen, like some stainless steels at high temperatures).
-
Best for: Decorative welds, non‑structural parts, or when the weld will be ground/polished anyway.
When to choose nitrogen:
Your weld will not be under high stress, and you mainly care about a clean look with minimal oxidation – for instance, railings, furniture, or exhaust hangers.
4. Carbon Dioxide (CO2) – When Appearance Doesn’t Matter {#co2}
Carbon dioxide is rarely the first choice for a laser welder, but it’s cheap and widely available.
-
Pros: Very low cost.
-
Cons: Strong oxidation – the bead will be dark, scaly, and may have surface porosity. Not recommended for stainless steel (chromium carbide precipitation can occur).
-
Best for: Temporary repairs, non‑critical mild steel parts, or rough cutting operations.
When to choose CO2:
You genuinely don’t care about oxidation, porosity, or bead appearance – for example, welding a temporary bracket that will be removed next week.
⚠️ Warning: CO2 alone is unstable for many laser welding applications. It’s better mixed with argon, but pure CO2 is not recommended for serious work.
5. Air – Cheap but Conditionally Usable {#air}
Some operators ask: Can I just use compressed air? The answer is yes, but only under very strict conditions.
-
Pros: Free (if you already have an air compressor), no gas cylinder to replace.
-
Cons: High oxidation, risk of porosity, and poor bead appearance. Air contains 21% oxygen and 78% nitrogen – both will react with the molten metal.
Strict conditions for using air with a portable laser welder:
-
The air must be treated – it must pass through a dryer (to remove moisture), an oil filter, and a particulate filter. Otherwise, moisture and oil will contaminate the weld.
-
Reduce gas pressure – lower than normal shielding gas pressure.
-
Flow rate must be 10–15 liters per minute – no higher.
-
You accept the consequences – the weld will have oxidation, possible porosity, and a dark surface. If you plan to grind, sand, or powder‑coat over it, that might hide the appearance.
When to use air:
Only for non‑critical, low‑strength welds that will be heavily post‑processed (e.g., grinding + painting). Never use air for stainless steel or aluminum.
6. Important Gas‑Related Notes {#important-notes}
Even with the right gas, two common mistakes ruin your welds.
6.1 Gas Regulator Choice – Avoid Energy‑Saving Regulators {#regulator}
Do not use an “energy‑saving” or “economizer” regulator on your laser welder. These devices are designed for MIG/TIG to reduce gas consumption during idle periods. However, they cause a pressure drop or delayed gas flow that messes up the laser’s shielding gas timing.
-
✅ Use a normal single‑stage or dual‑stage regulator – nothing fancy, just a standard flowmeter regulator.
-
❌ Avoid any regulator with “energy saving,” “economizer,” or “pulse‑saving” in its name.
A simple, reliable regulator ensures instant, steady gas flow when the laser fires.
6.2 Gas Flow Rate – 10 to 15 L/min {#flow-rate}
Most portable laser welders work best with a gas flow rate between 10 and 15 liters per minute (L/min). That range works for argon, nitrogen, CO2, and even treated air.
-
Below 10 L/min – insufficient shielding, oxidation, porosity.
-
Above 15 L/min – turbulence can pull in air, wasting gas and actually reducing protection.
Fine‑tune by:
-
Welding in a windy environment → go toward 15 L/min.
-
Welding indoors with no drafts → 10–12 L/min is often enough.
Your specific gas choice (argon/nitrogen/CO2/air) and the material thickness will also influence flow, but start at 12 L/min and adjust based on bead color (silver = good, blue/grey = too low flow).
7. Final Recommendation for Portable Laser Welders {#final-recommendation}
| Your priority | Best gas | Flow rate (L/min) | Regulator type |
|---|---|---|---|
| Best quality, no porosity | Argon | 10–15 | Standard |
| Good appearance, low cost | Nitrogen | 10–15 | Standard |
| Cheap & temporary repair | CO2 (not recommended) | 10–15 | Standard |
| Zero cost, post‑processing planned | Treated air (with flow ≤15 L/min) | 10–15 | Standard |
If you are a beginner with a portable laser welder:
Start with argon at 12 L/min using a normal gas regulator. Once you see what a perfect weld looks like, you can experiment with nitrogen or air for less critical jobs. Never compromise on the gas regulator – a simple, non‑economizing type saves you endless frustration.