3 Critical Laser Welder Parameters That Solve 80% of Your Problems
News 2026-04-29
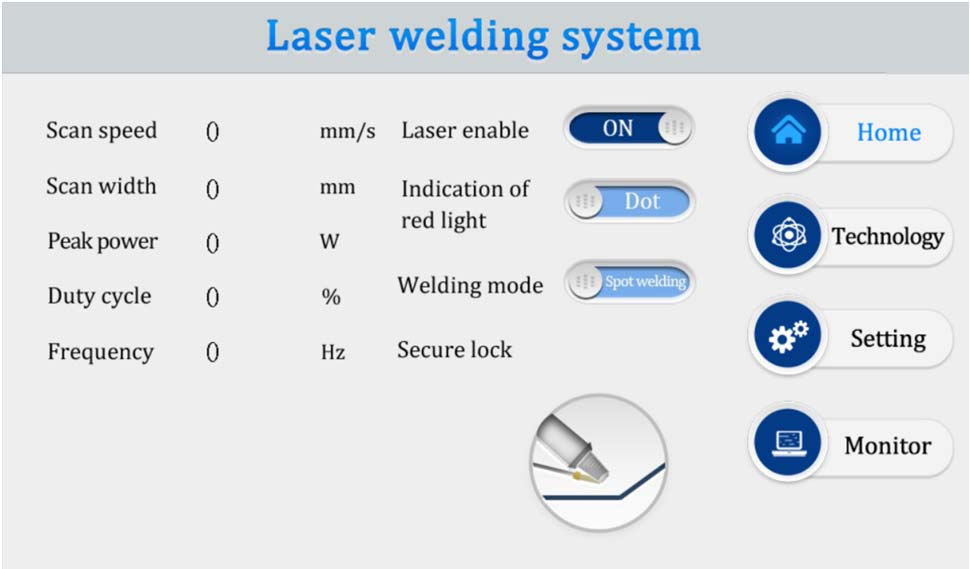
If you work with a laser welder, you know that getting the perfect weld often comes down to a handful of settings. While machines offer dozens of adjustable values, three parameters make up the bulk of day‑to‑day adjustments. Master these, and you’ll be able to handle 80% of all parameter‑related welding issues – the remaining 20% come with experience and material‑specific fine‑tuning.
Let’s dive into the three most important laser welding parameters: peak power, swing width, and laser center offset.
1. Peak Power (Laser Power)
Peak power – sometimes labelled as “peak pulse power” – directly affects how much energy the laser delivers to the workpiece. The rule is simple:
-
Thicker material + faster welding speed → higher peak power
-
Thinner material + slower welding speed → lower peak power
For example, a 700W laser welder can comfortably weld steel plates up to about 2 mm thick at full power. But if you switch to a 1 mm plate, you should dial the power down to avoid burn‑through, excessive spatter, or a concave bead.
Practical tip: Always start with a slightly lower power and run a test bead. Increase stepwise until you achieve full penetration with a smooth, clean surface. Overpowering wastes energy and can warp thin sheets.
Why it’s critical: Incorrect peak power leads to weak joints (too low) or melting / burn‑through (too high). This single parameter influences penetration depth, bead shape, and heat input.
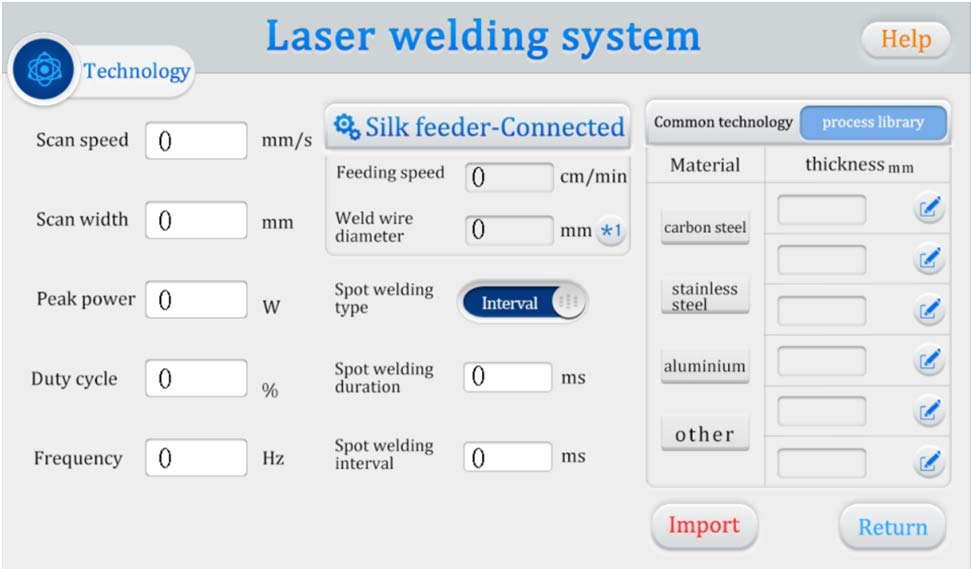
2. Swing Width (Oscillation / Wobble Width)
Swing width (often called wobble width or oscillation amplitude) determines how wide the laser beam oscillates as it moves along the seam. The wider the swing, the wider the weld bead.
This parameter becomes especially important when you use filler wire. A wider swing helps melt the wire evenly into the joint, producing a fuller, more uniform bead.
-
Thin wire (0.8–1.0 mm) – narrower swing width (0.5–1.5 mm typical)
-
Thick wire (1.2–1.6 mm) – wider swing width (2.0–3.5 mm or more)
Why adjust it?
A narrow swing creates a deep, narrow bead – great for butt joints without filler. Add filler wire or work on a gap, and you need a wider swing to distribute the molten pool properly. Without enough swing width, you’ll get underfill or poor sidewall fusion.
Quick check: If your bead looks too skinny or has valleys at the edges, increase the swing width. If the bead is overly wide and flat, reduce it.
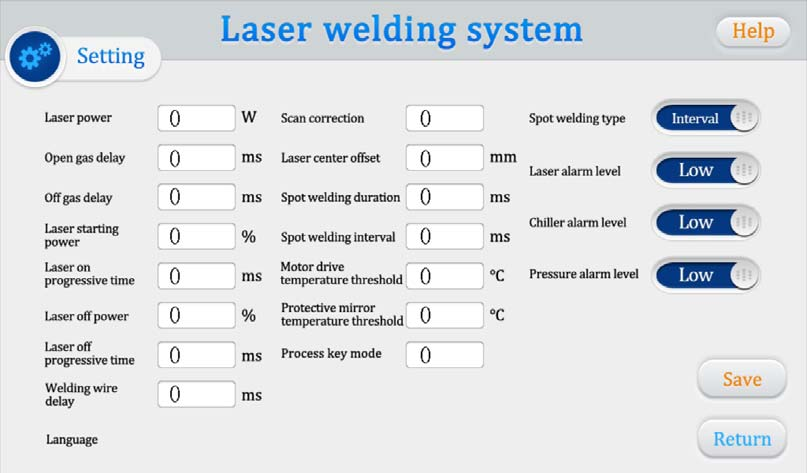
3. Laser Center Offset (Beam Centering)
This is the most overlooked parameter, yet it can destroy your hardware in minutes. Laser center offset (or “centering offset”) ensures the laser beam is perfectly aligned with the nozzle’s centre.
When the beam is off‑centre, it strikes the inner wall of the copper nozzle instead of passing cleanly through. Consequences include:
-
Rapid nozzle burn‑up and wear (copper melts or erodes)
-
Contaminated weld seam (copper particles spatter into the weld)
-
Inconsistent beam delivery, leading to weak or wandering arcs
How to set it:
Most laser welders have a centering function – either manual adjustment screws or a digital offset value. Use a test pulse on thermal paper or a low‑power visual alignment tool. The goal is a perfectly symmetrical burn mark right in the middle of the nozzle opening.
Golden rule: Check your beam centering every time you change the nozzle, after a heavy impact on the welding head, or when you notice irregular weld starts. A centered beam protects your expensive consumables and guarantees symmetric heat distribution.
Putting It All Together
These three parameters – peak power, swing width, and laser center offset – interact with each other. For instance:
-
Increasing power often requires a slightly wider swing to handle the larger melt pool.
-
Changing the swing width may shift the effective heat input, so you might tweak power accordingly.
-
Centering must be verified before any serious welding; otherwise the other two settings won’t save your nozzle.
What about the remaining 20% of problems?
The other 20% involve issues like:
-
Gas flow and shielding gas type (argon, nitrogen, helium)
-
Focal position (distance from nozzle to workpiece)
-
Pulse shaping and frequency (for pulsed laser welders)
-
Material surface condition (rust, oil, coatings)
But none of those matter if your three core parameters are far off. Get these three right first, then fine‑tune the rest.
Final Takeaway for Operators
Don’t be intimidated by the dozens of settings on a modern laser welder. Focus on:
-
Peak power – match it to thickness and speed.
-
Swing width – set it to bead width and filler wire size.
-
Laser center offset – keep the beam dead centre in the nozzle.
Once you’ve dialled in these three, you’ll consistently produce strong, clean welds – and save a fortune on nozzles.